



PETG vs PLA: Choose the Right Filament for Any Print
A dinosaur figurine painted in three layers of acrylic for a second-grader's class shelf. A phone case that survived a third-floor drop onto sidewalk concrete. A garden hose clip that has sat in 95°F sun for two summers without warping. A garage bracket holding power tools across a workshop wall.
All four came off the same 3D printer. The difference between them was a single decision made before the print started — which spool of filament got loaded into the machine.
This guide walks through what actually matters when you make that decision: what the two filaments are made of, how they behave under load and heat, what they ask of your printer, and where each one earns its keep in a real workflow. Where Slice Engineering, NatureWorks, and peer-reviewed research have on-the-record specs, we cite them. Where it's our reading of the category, we say so.
What Sets PLA and PETG Apart

Two filaments. One nozzle. Everything else — the chemistry, the print profile, the failure mode, the end-of-life story — sits downstream of where the plastic actually came from. Worth understanding before the spool goes on the printer.
Where PLA Comes From
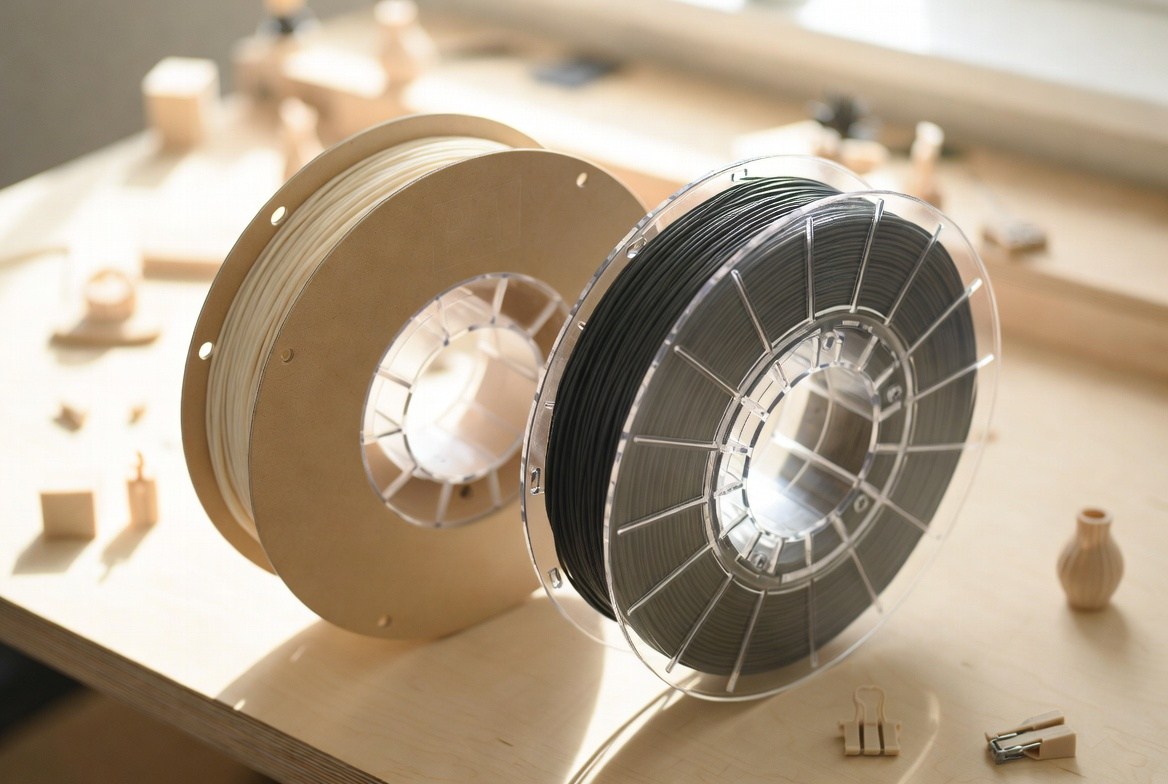
PLA — polylactic acid — starts in a cornfield, a sugarcane plantation, or a beet refinery. Mills ferment plant sugars into lactic acid, the acid gets chained into a polymer, the polymer gets drawn into a 1.75mm or 2.85mm filament, and the spool ships. The whole process avoids the petroleum feedstock that most plastics rely on.
The end-of-life pitch is biodegradability, but with one consistent footnote. PLA breaks down only under industrial composting conditions: sustained heat above 60°C, the right microbial environment, and time. NatureWorks, one of the largest PLA producers globally, is clear about this — industrial facilities hit those parameters; a backyard pile rarely comes close. So PLA is genuinely biodegradable. Just not in your garden. A 2017 study in Science Advances by Geyer, Jambeck, and Law estimated global PET production at around 33 million metric tons in 2015, with a near-equal volume entering the waste stream that year. PETG inherits PET's recycling profile, running through the same bottle-stream infrastructure.
What Glycol Does for PETG
PETG belongs to the polyethylene terephthalate family — same plastic group as the water bottle on a typical office desk. The added glycol modifier (that's the G) keeps the polymer from crystallizing into the brittle form pure PET takes when extruded. The result is a filament that prints cleanly without losing the toughness of its parent material.
Scale-wise, the PET family is enormous. A 2017 study in Science Advances by Geyer, Jambeck, and Law put global PET production at around 33 million metric tons in 2015, with a near-equal volume entering the waste stream the same year. PETG inherits PET's recycling infrastructure — meaning it rides on a bottle-stream system that already exists in most countries.
The Sustainability Picture End-to-End
PLA wins the front end: renewable feedstock, lower embodied carbon per kilogram of polymer, and a clean biodegradation story under the right conditions. PETG wins the back end: functional parts last for years, and when they finally fail, they go into a recycling stream with real scale.
Honestly though, neither material solves the bigger problem — which is the same problem every consumer plastic faces. Failed prints, abandoned spools, supports stripped off and tossed, bad bed adhesion that turns half a roll into garbage. The most useful sustainability lever for a home maker is the boring one: keep filament dry, dial in the printer, finish what you start.
|
Property |
PLA |
PETG |
|
Source material |
Plants — corn, sugarcane, beet pulp |
Polyethylene terephthalate + glycol modifier |
|
Print temperature |
190–220°C |
220–250°C |
|
Heated bed |
Optional (50–60°C helps) |
Required (70–90°C) |
|
Heat resistance |
Softens around 55°C |
Holds shape to ~75°C; ~85°C dialed in |
|
Failure mode |
Stiff, snaps along layer lines |
Tough, bends before failing |
|
Moisture sensitivity |
Low |
High — hygroscopic, needs drying |
|
End-of-life |
Industrially compostable (60°C+ facilities) |
Recyclable via PET bottle streams |
|
Color range |
Wide; sands and paints well |
Glossy by default; fewer colors; tougher to paint |
|
Best for |
Toys, models, decorative prints, school projects |
Functional parts, outdoor items, food-contact use |
Strength, Flex, and Heat Resistance

The most common mistake in PLA-versus-PETG conversations is using the word 'strong' when the right word is either 'stiff' or 'tough'. Those measure different things, and they pull a printed part in different directions when force gets applied.
Stiff Isn't the Same as Tough
PLA is stiff. It resists deformation. Push on a PLA part with steady pressure and it holds its shape further than most filaments before it gives. That's why PLA performs so well in jigs, fixtures, and parts that need dimensional rigidity under load.
The catch is the failure mode. When PLA finally gives, it cracks. Usually along a layer line, often without warning, almost always all at once. There's no gradual collapse — just a clean break.
PETG is the opposite. Push on a PETG part and it deforms before it fails. The bending is the signal that the part is reaching its limit, which gives anyone holding it a chance to back off before damage becomes permanent. That gradual failure mode is why PETG handles drops, snap-fits, and repeated flex far better than PLA can — at the cost of feeling slightly less rigid in the hand.
The Heat Ceiling That Quietly Decides Things
PLA softens around 55°C, which sounds high until you measure the inside of a closed car on a summer afternoon. Phoenix dashboards routinely hit 70–80°C in July. A PLA print left on the dash in the morning is a slightly warped version of itself by lunch.
PETG holds shape to roughly 75°C in everyday use. Slice Engineering puts PETG's practical heat ceiling closer to 85°C with the right print settings — proper annealing, careful cooling profiles, and good layer adhesion. That window covers most household environments. Garage shelves, outdoor planters, sunlit windowsills, kitchen drawers near appliances. PETG handles all of them. PLA only handles the cool, shaded ones.
|
WHY A PLA PHONE STAND WARPS IN A HOT CAR A black dashboard in direct sun can hit 80°C surface temperature. PLA's glass transition starts at 55–60°C. The plastic doesn't melt — it just softens enough to slowly give up its shape under its own weight. Forty-five minutes is plenty. The same stand printed in PETG sits at 80°C, well inside its working range, and walks away unchanged. Heat alone is the deciding factor — no impact, no force, no UV. Just temperature. |
The Drop Test Tells the Real Story
Drop tests give you the clearest version of this story. A PLA phone case dropped from chest height onto concrete tends to shatter — sometimes in multiple pieces, often along the print's weakest layer line. A PETG case of the same geometry, same drop, same surface? It scuffs. Dents slightly. The case stays intact, the phone survives, and the part is reusable.
That difference is exactly why PETG dominates functional consumer parts that have to absorb real-world handling. Tool holders. Drone arms. RC car shells. Bike accessories. Anything that gets dropped, bumped, or flexed in normal use.
Print Settings, Speed, and What Goes Wrong

The reason PLA dominates beginner shelves isn't marketing — it's setup complexity. Three numbers and a couple of small habits separate a clean first print from a failed one. Both filaments have their quirks. PETG just has more of them.
Temperatures and Bed Setup
PLA runs at 190–220°C on the nozzle with cooling fans wide open. A heated bed helps but isn't required — 50–60°C is plenty when one's available. Bed surfaces are forgiving too. Glass, PEI sheets, painter's tape, glue stick, textured spring steel — they all hold PLA reliably. First prints come out clean even with default slicer settings, which is the single biggest reason most beginners start here.
PETG asks for more. Nozzle temperatures sit at 220–250°C, the bed at 70–90°C, and the cooling fan drops to 10–25% so successive layers have time to fuse properly. Adhesion is so aggressive on bare glass that PETG can chip the surface on removal — a thin layer of glue stick or a PEI sheet acts as a separator. Doable for any patient beginner; just not as forgiving as PLA's plug-and-play behavior.
The Moisture Variable
Both filaments absorb moisture from ambient air. PETG absorbs faster. A spool that sat open on a shelf for two weeks in a humid climate prints stringy, weak, and pockmarked with tiny surface bubbles — the trapped moisture flashes to steam inside the nozzle and tears up the layers as it leaves.
The fix is mechanical: two hours in a filament dryer at 65°C restores nearly any spool to working condition. Sealed dry boxes with silica gel desiccant solve the storage half of this. The cost is minimal. The print-quality return is dramatic. Anyone serious about PETG ends up with at least one dry box on the workbench within their first three months.
|
WHERE STRINGING ACTUALLY COMES FROM Most beginners blame stringing on retraction settings. Retraction matters, but it's usually downstream. The root cause on PETG is almost always moisture — trapped water flashing to steam inside the nozzle and forcing out tiny strands of plastic during travel moves. Quick diagnostic: if a spool that printed clean two months ago is suddenly stringy, dry it before touching retraction settings. Two hours at 65°C will solve the problem 80% of the time. |
Speed vs Layer Strength
Modern FDM printers now reach 500–600 mm/s under ideal conditions, but neither PLA nor PETG runs reliably at the top of that range. For PLA, 50–80 mm/s with full cooling produces clean detail and strong layer bonds. For PETG, dropping speed to 30–50 mm/s with reduced cooling lets the polymer crosslink between layers properly.
Print speed and layer adhesion are linked, and the link isn't subtle. The fast print that finishes in two hours is often the weaker part by 20–30% on tensile strength. For a decorative model, who cares. For a bracket that holds a tool? The slower print is the right call.
Post-Processing: Sanding, Paint, and Finish

If the print is going to be painted, displayed, gifted, or shown off in a class photo, post-processing matters. This is where the two filaments diverge sharply.
Why PLA Sands and Paints Better
PLA is the easier filament to clean up. Supports snap away cleanly. Light sanding with 200-grit paper and finer smooths layer lines without much fuss. Acrylic paint adheres well to a primed PLA surface, and a careful filling-sanding-priming-painting sequence produces a part that looks almost injection-molded. For cosplay props, dioramas, painted miniatures, and any decorative work, PLA is the default.
PETG pushes back at every step. Supports stick hard — slicers default to a 0.5 mm separation distance specifically to prevent surface scarring on removal. Sanding generates heat that smears the surface instead of smoothing it, so light passes and frequent breaks matter. Spray paint adhesion is worse, and most jobs need a sanded base coat and a bonding primer before color goes on. The upside? PETG arrives glossy and slightly translucent on its own. Many functional parts never need finishing at all.
Color Variety and Visual Character
Color range is one of the genuine differences between the two filaments at a shopping-cart level. PLA comes in matte pastels, silks with metallic flecks, gradient blends, glow-in-the-dark, marble fills, wood fills that sand like maple, and dual-extrusion blends with built-in color shifts. The variety alone keeps beginners exploring.
PETG color options exist, but the range is narrower. Solid colors. Transparent grades. A handful of color-shifting effects. The glossy surface gives PETG parts a different visual character — they look more like consumer products and less like printed crafts. For functional gear that needs to look polished, that finish is an advantage. For a child's painted dinosaur? Wrong canvas.
Real-World Use Cases: When to Choose Each

The choice usually comes down to one question: what does the part need to do? The table below maps the common situations. The H3s below go deeper into each.
|
Use Case |
Better Pick |
Why |
|
Miniatures, figurines, painted models |
PLA |
Sharper detail, easier sanding, full color range |
|
Outdoor planter or garden clip |
PETG |
UV resistance, heat tolerance, holds water |
|
Snap-fit storage bin or clip |
PETG |
Bends without breaking under repeated load |
|
School project or science fair model |
PLA |
Forgiving setup, clean detail, low odor |
|
Phone case or drop-prone part |
PETG |
Survives impact instead of shattering |
|
Decorative bowl or ornament |
PLA |
Better paint adhesion, wider finish options |
|
Tool holder mounted on a garage wall |
PETG |
Heat-stable, impact-resistant, food-contact-safe family |
|
Cookie cutter or one-time food contact |
PLA |
Food-safe in its base form for short use |
Where PLA Earns Its Keep
PLA is the right filament for almost everything a hobbyist or family prints in their first year. Miniatures and figurines for tabletop games. School science fair models. Holiday ornaments. Cookie cutters for one-time use. Action figures, vehicle models, character props. Decorative bowls, picture frames, replacement appliance knobs. Drawer organizers and pen cups. Anything that lives indoors, on a shelf or in a drawer, and never has to handle real load.
The decision sharpens once you frame the project simply: if the part has to look right more than it has to survive, PLA wins. Detail comes through cleaner. Color choices are richer. Post-processing is faster. And the print itself works on the first try with default settings.
Where PETG Pays Off
PETG pays off the moment a part has to do real work. Phone cases that survive concrete drops. Outdoor planters that hold water through summer heat. Garden hose clips baking in direct sun. Tool holders, snap-fit storage bins, kitchen organizers, drone arms, RC vehicle parts, bike accessories. Food-prep containers — PETG is FDA-cleared for food contact in its base form, the same regulatory clearance behind PET bottles.
The decision sharpens around three variables: heat, water, and impact. Any of the three? PETG. None of the three? PLA. Both, on opposite ends of the same print? That's what dual-extrusion or multi-material systems exist to solve, with a rigid PLA core and PETG functional surfaces in a single build.
Safety, Ventilation, and Material Health

Both filaments are considered safe for home use, but neither is fume-free. The practical safety conversation is mostly about ventilation, child handling, and storage — none of it dramatic, all of it worth getting right.
Fumes and Indoor Air Quality
Peer-reviewed research in Building and Environment by Davis et al. (2019) found that consumer-grade 3D printers release low levels of ultrafine particles and volatile organic compounds during operation — and yes, that includes PLA. Emission rates stay below ABS levels, but they aren't zero. PETG releases a more noticeable warm-plastic odor than PLA because it prints at higher temperatures, though it remains less of an air-quality concern than ABS.
The practical advice is the same for both: print in a ventilated room. A cracked window, a small fan, or any space with regular airflow handles the realistic exposure profile for occasional home use. Enclosed printers add a physical containment layer that captures the bulk of the emissions inside the build chamber. Bedrooms remain a poor printer location regardless of filament.
Food Contact and Child Safety
Finished prints from both filaments are stable once cooled. Kids can handle PLA and PETG parts the same way they handle any plastic toy. Two practical notes carry across both materials, though: freshly printed parts come off the bed warm and need a few minutes to cool, and the layer-line texture on any 3D print is too porous for repeated food-contact use. A PETG cup rinses clean once. The same cup used as a daily water bottle accumulates bacteria in the surface grooves.
Spool Storage Around Kids
Filament spools themselves deserve a mention. The long continuous strand on an open spool is a choking and tangling risk for toddlers, especially if a spool gets knocked off a shelf. Storage matters as much as the print does — a sealed bin, a high shelf, or a dedicated cabinet handles this without much thought.
Family-Friendly Filament: Why PLA Dominates the Home

Most coverage of PETG-versus-PLA focuses on engineering trade-offs. The quieter story is what happens when the same comparison shows up in a family kitchen or a fifth-grade classroom. The answer there is consistent: almost every kid-friendly and beginner-focused 3D printer ships with PLA settings dialed in from the factory — and the reasoning isn't marketing, it's math.
Why PLA Got the Default Slot
Lower print temperatures mean less odor in the room. No required heated bed cuts down on first-print failure modes. Mild, faintly sweet smell instead of warm-plastic odor. Forgiving slicer defaults that produce clean prints on day one. For a parent trying to get a six-year-old's first dinosaur off the print bed without three failed attempts, PLA wins on every axis that matters. AOSEED's family creativity platform builds the whole entry-level experience around this — guided design apps, weekly-updated project libraries, and PLA-default profiles that make the first print land cleanly.
How Modern Kid Printers Built Around PLA
AOSEED's X-MAKER family is one example of how the consumer layer has matured around PLA as the default. The hardware is fully enclosed. The design step happens on a tablet through a guided app. The project library updates weekly so the printer keeps getting used after the first month. Families weighing a first-time setup can compare the lineup of kid-friendly 3D printers built for home use by age and project complexity, with a beginner-friendly 3D printer for younger kids sitting at the entry point of the range.
When PETG Enters the Picture
PETG enters the picture later. Once a child has a few months of successful PLA prints, the conversation can shift to phone cases that survive being dropped, outdoor planters that hold water, brackets that bend instead of cracking. By then, the printer is familiar and the filament swap becomes a small step, not a frustrating leap. The most consequential filament innovation for most readers isn't the latest engineering-grade blend. It's the accumulated work that made PLA work on the first print, every print, in a kitchen.
Final Verdict: Which Filament Fits Your Project?
Three quick framings to land the decision.
Choose PLA When...
...the part has to look right more than it has to survive. Display models, painted miniatures, school projects, decorative pieces, gifts, holiday ornaments, prototypes you'll iterate on before printing again. PLA's combination of fine detail, wide color range, and forgiving print profile makes it the default for almost every first-year maker — and it stays useful long after that. If you're not sure yet what you're going to print, start here.
Choose PETG When...
...the part has to do real work. Anything outdoors. Anything that might get dropped. Anything that holds water or sees heat above 50°C. Anything with snap-fits, hinges, or repeated flex. Anything that needs to last more than a season. PETG is the answer for functional gear, and the extra setup work pays off the first time a PETG part survives a drop that would have shattered PLA.
Buy Both When Possible
Most makers who keep printing for more than six months end up with both spools on the shelf. PLA for the prototypes, the gifts, the painted models. PETG for the bracket that holds the camera, the case that protects the phone, the planter on the windowsill. The question stops being 'which is better' and becomes 'which one for this part.' That's the right place to land.
FAQs
Why use PETG instead of PLA?
Reach for PETG when the part has to handle real-world stress — heat, water, sunlight, drops, or repeated flex. PETG holds shape up to around 75°C, resists most household chemicals, and bends before it breaks. PLA looks great and prints easily, but it gets brittle over time, softens at temperatures a hot car can easily hit, and shatters under sudden impact. For functional gear — phone cases, tool holders, outdoor brackets, watertight planters — PETG is the safer pick. Tip: if the part is going outdoors or anywhere temperatures swing hot and cold, default to PETG even when PLA seems easier.
What are the disadvantages of PETG?
PETG comes with several honest trade-offs. Higher print temperatures than PLA. A required heated bed. A slower cooling fan. Stringing — those fine plastic threads stretching across travel moves that need cleaning by hand. PETG also pulls moisture from the air faster than PLA, so most print runs start with drying the spool, especially in humid climates. Supports stick hard, sanding can smear instead of smooth, and painting takes extra prep. Tip: store opened PETG spools in an airtight bin with silica gel packets, and run the spool through a filament dryer for two hours at 65°C if quality starts dropping.
Is PETG stronger than PLA?
PETG is tougher, not stronger — and those two words measure different things. PLA is actually stiffer; push on a PLA part and it resists more before it gives. The catch is what happens when it does give. PLA cracks suddenly, often without warning. PETG bends and deforms first, which means it absorbs impact, shock, and vibration far better than PLA can. For anything that needs to flex without snapping — clips, mounts, hinges, parts taking repeated load — PETG wins every time. Tip: need a part to hold an exact shape under steady pressure? PLA. Need it to survive drops and sudden force? PETG.
Can PETG handle boiling water?
PETG handles hot water well, but boiling water is right at the edge of its comfort zone. Most PETG starts softening around 70–80°C; boiling sits at 100°C. A quick rinse is fine, no problem. Holding boiling water in a PETG cup for any real length of time, though, can lead to soft spots and slight warping over time. Dishwashers on a low-heat cycle are usually safe. For mugs, kettles, or anything routinely exposed to boiling temperatures, you'll want a higher-temp filament like ABS, ASA, or polycarbonate. Tip: test a sample print with hot tap water before committing to anything that'll see real heat.
Is PETG or PLA better for beginners?
PLA — by a comfortable margin. Lower print temperatures, no required heated bed, sticks to almost any print surface, forgives small mistakes. PETG asks for more: higher nozzle temperatures, a heated bed, dried filament, adjusted cooling settings. There's a reason most kids' 3D printers ship with PLA dialed in. Get a few clean PLA prints under your belt first, and PETG becomes a small step rather than a frustrating leap. Tip: stick with PLA for the first month or two. AOSEED's beginner 3D printing project guides walk through simple first prints organized by skill level.
Why not always print in PETG?
PETG is harder to print, slower to finish, and trickier to post-process — and most prints simply don't need its toughness. A miniature, a desk organizer, a holiday ornament? PETG gives you nothing extra except more setup work. PETG also strings more visibly, makes supports much harder to remove, and offers a thinner color range than PLA. The premium PETG buys you matters when a part has to do real work; everywhere else, PLA is the smarter pick. Tip: keep both filaments on hand. Use PLA for prototypes and visual prints, and reach for PETG only when the part is going to be used hard.
Which is more toxic, PLA or PETG?
Both filaments are considered safe for home use, but neither is fume-free. Peer-reviewed work in Building and Environment shows that consumer-grade 3D printers release low levels of ultrafine particles and volatile organic compounds while printing — and yes, that includes PLA. Emission rates stay below ABS levels, but they aren't zero. PETG releases more odor than PLA at its higher print temperatures, though it's still less of an air-quality concern than ABS. The advice is the same for both: ventilate the room. Tip: a cracked window or a small fan moving air through the print area handles realistic home exposure.
Can I use PETG without drying?
A fresh spool out of vacuum packaging is usually fine to print right away. After that, PETG starts pulling moisture from the air within days, especially in humid climates. Wet PETG prints stringy and weak, with small surface bubbles where trapped water flashes to steam inside the nozzle. If a print suddenly looks rough after a spool has been sitting on the shelf for a few weeks, moisture is almost always the cause. Drying takes about two hours at 65°C in a filament dryer or a low oven, and the difference is immediate. Tip: store opened spools in an airtight bin with silica gel between prints.
Sources
- Ben Ryder, Engineering Intern, Slice Engineering. The 3D Printing Holy Trinity: PLA, ABS, and PETG.
- Davis AY, Zhang Q, Wong JPS, Weber RJ, Black MS. Characterization of volatile organic compound emissions from consumer level material extrusion 3D printers.
- Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made.
- U.S. Food and Drug Administration. 3D Printing of Medical Devices: Technical Considerations and Regulatory Framework.










You may also like
Further reading

Printable STEM Challenges for Grades 4-6 Using 3D Printing

Small Group 3D Printing Activity With One Printer

Elementary STEM 3D Printing: Simple Projects Teachers Can Actually Run















